(603)-742-8812
Established In 1981
CNC Engine Block Align Boring
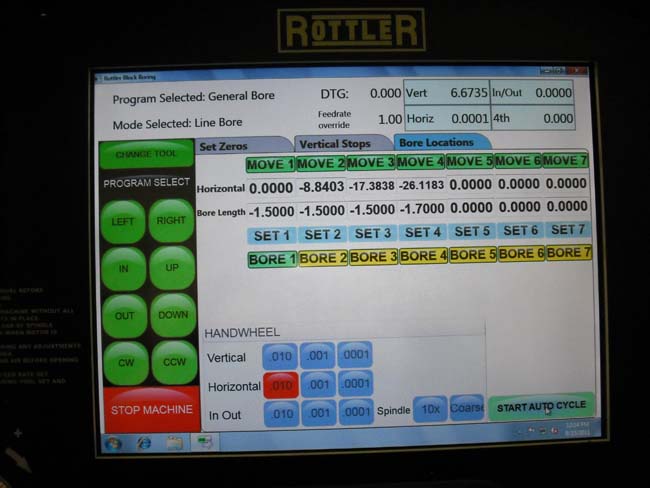
Block blue printing starts with the crankshaft main line. This surface is corrected with the CNC line bore process. The block decks and cylinder bores are corrected to the crankshaft and camshaft centerline. The cylinder bores are then bored on center distances to blueprint specs. This process is achieved through the use of a datum fixture that references the crankshaft and camshaft centerline at a true 45 degrees. The block is probed from the centerline then indicated from the dowel location. This enables the bore spacing to be corrected and blue printing the deck surfaces square to the camshaft and crankshaft centerline at a true 45 degree angle is achieved..The dimensions are imputed to the CNC control holding tolerances to 0001. This accuracy is achievable with CNC machinery and specialized Datum plates, and tooling.
CNC Engine Block Align Boring 2 Bolt to 4 Bolt Main Conversions


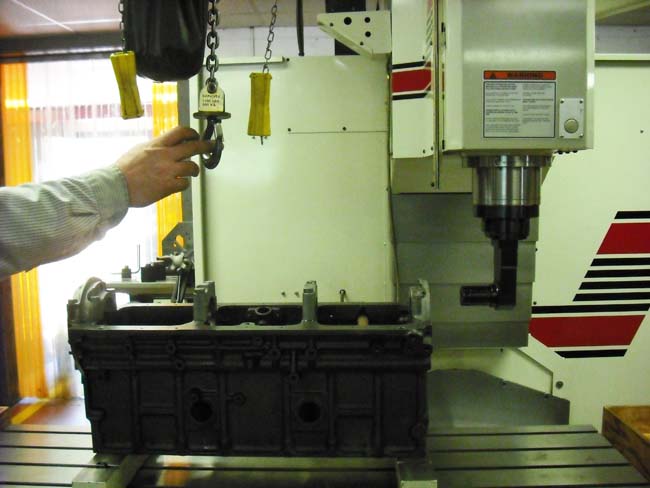





Rottler F69A CNC Engine Block Line Boring process utilizes the right angle drive line bore cutter head. This virtually eliminates bar sag found on traditional line boring machines. The end results is perfect alignment with round and straight main line bores.
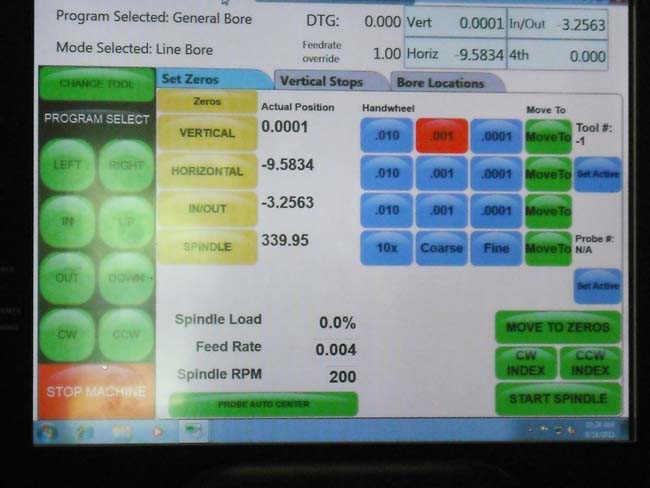
CNC Program locates main lines bores with "Extreme Accuracy" set up precisely indicated and probed.
Rottler CNC Right Angle Line Bore System Eliminates Bar Sag All Together Removing Tthe Absolute Minimum Material From The Lower Block Main Line Bore The Superior Method.

CNC Main Line Boring Slide Show
Nascar Engine Block Line Bore Video
CNC Engines Block Line Boring and Splayed Main Cap Conversions with Engine Block Blueprint Specs and exacting tolerances. Rottler F65A CNC Blueprinting process and CNC Engine Block Machine insures high quality.