(603)-742-8812
Established In 1981
Magnafluxing Non Destructive Crack Detection
MAGNAFLUXING CRACK DETECTION
Magnaflux Services : Engine Blocks,Crankshafts, Cylinder Heads, Connecting Rods.
Crack detection is done with the use of Magnaflux technology at R & L Engines. We have several ASTM Level II technicians trained to properly identify any inclusions before components are put back into operation. While much of this work is done for engine components, we are also set up to inspect many other non engine related components such as gears, spindles, shafts, etc.
Crack Detection/Magnaflux
Due to the age and stress of most engines the Magnaflux method is utilized to identify cracks in cylinder heads, engine blocks, connecting rods and crankshafts as well as other components of the engine that need to be checked.
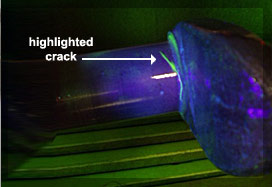
The Magnaflux process utilizes an electrical current to produce magnetism in the part being checked, a solution containing iron powder is flowed over the part. The components having been magnetized will draw the iron powder to the void area "crack" . Utilizing the ultraviolet black light clearly shows the flow "crack".
The Magnaflux process is a critical step many cracks would otherwise go unnoticed, particularly cracks in parts such as crankshafts. Cracks in crankshafts are often not visible to the naked eye.
R & L Engines utilizes Magnaflux Stationary Machines, Portable Magnaflux Equipment , Magnaflux Liquid penetrant Processes,Florescent penetrant, Zyglo Process. Our service are offered in shop single part inspection, batch inspection.




Magnaflux Stationary Machine:
1.Circulate specially prepared solution with Magnaflux magnetic powder.
2.Energize the component pads, probes or loop.
3.This creates a void where the crack is.
4.Next the powder gathers at the void.
5.Inspection process. Inspect the component with the Ultra violet lamp .
6. Locate the crack as seen in the pictures.
Magnaflux Zyglo with Ultra Violet lamp.
Magnaflux magnetic yoke with magnetic powder.
Cracked valve seat.
Crankshaft crack inspection.
Crack found in crankshaft.